Ce dont tu auras besoin:
- grand roulement;
- plaque d'acier épaisse 15-25 mm;
- tige 10-20 mm;
- coin ou bande;
- goujon M6-M8.

Le processus de fabrication des matrices de rivets
Pour fabriquer l'appareil, vous aurez besoin d'une bille provenant d'un gros roulement. Pour le démonter, il faut retirer le séparateur, déplacer toutes les billes d'un côté et en face d'elles, serrer les clips les uns vers les autres.

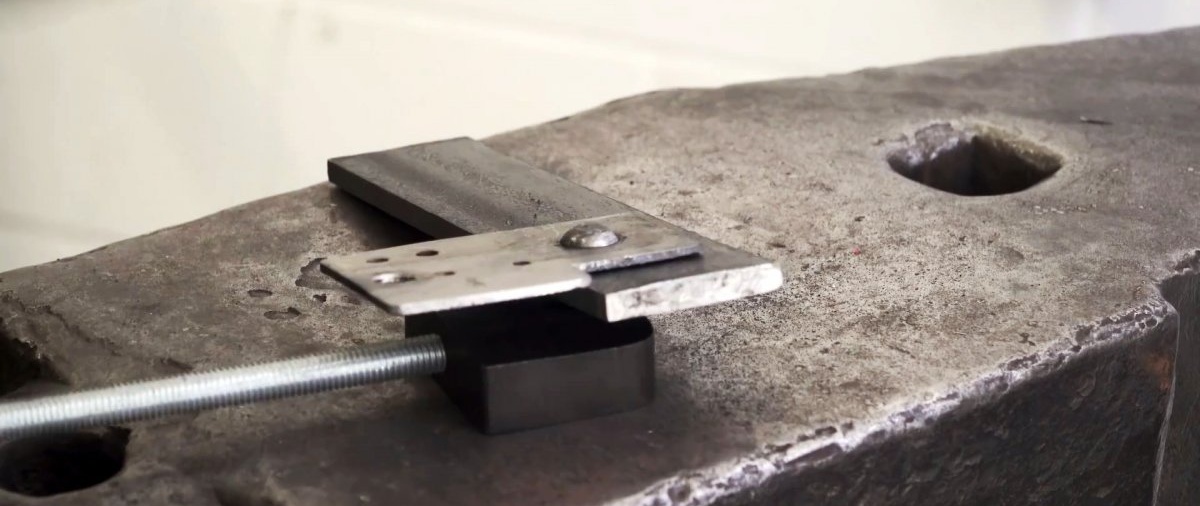
À l'étape suivante, il est nécessaire de créer un modèle à partir d'une balle pour un travail ultérieur. Pour ce faire, un trou est percé dans une bande ou une petite section d'un coin. Il doit être fraisé et la bille du roulement placée sur le dessus.

À l'arrière du trou, il est soudé à la base.


Le gabarit obtenu est serré dans un étau avec la boule vers le haut. Ensuite, la plaque d'acier est chauffée dans une forge jusqu'à ce qu'elle devienne jaune clair. Il faut rapidement, pendant qu'il est chaud, l'appliquer sur la balle et la taper avec un marteau. En conséquence, vous devez obtenir une entaille profonde en forme de boule.



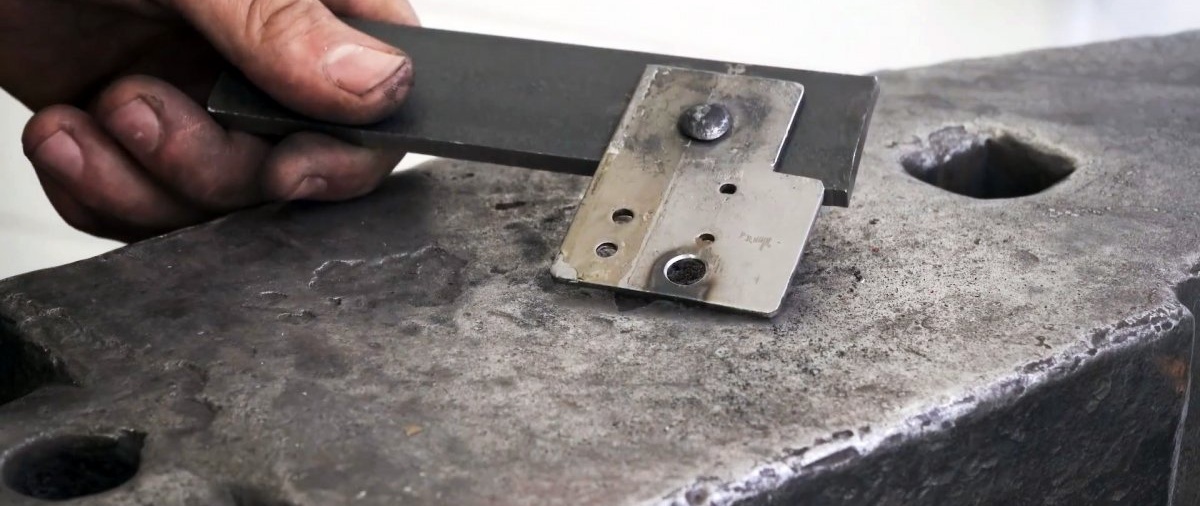
Ensuite, vous devez prendre un petit morceau de la même plaque et le percer approximativement au centre pour obtenir un guide.
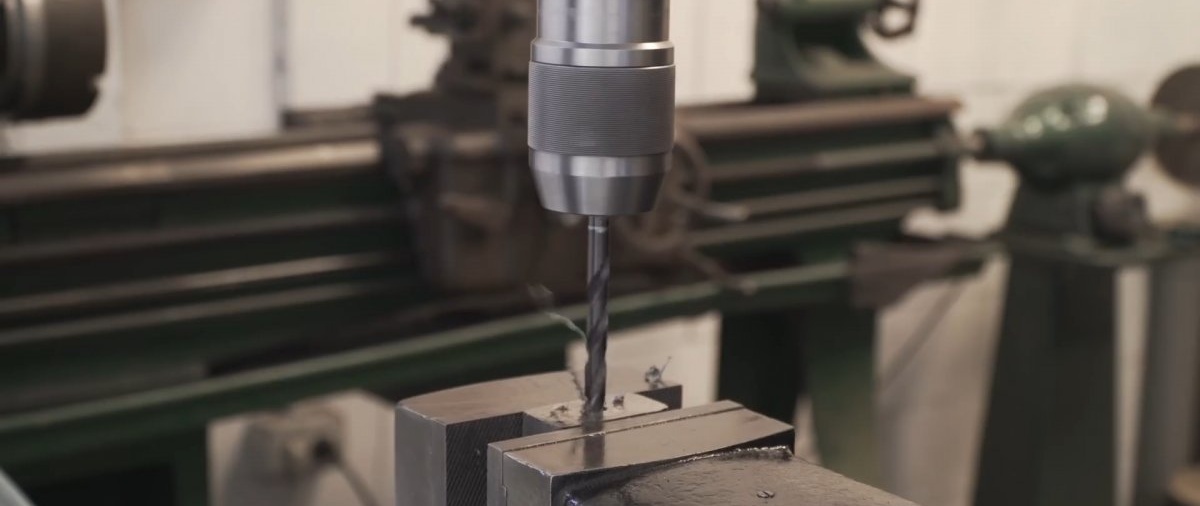
Pour ce faire, utilisez un foret égal au diamètre des tiges à partir desquelles les rivets seront réalisés. Vous devez également faire un trou borgne à l'extrémité de la pièce avec une bosse, y couper un filetage et visser une goupille.



Ensuite, une tige d'acier de haute qualité est prise. Une section alignée d'un ressort d'une voiture est parfaite pour cela.


L'extrémité de la tige est chauffée et placée contre le gabarit avec la bille. Il est nécessaire d'y former la même bosse que sur la matrice précédemment réalisée. En raison de la déformation, la forme du tampon obtenu flottera un peu, il ne fera donc pas de mal de le poncer.


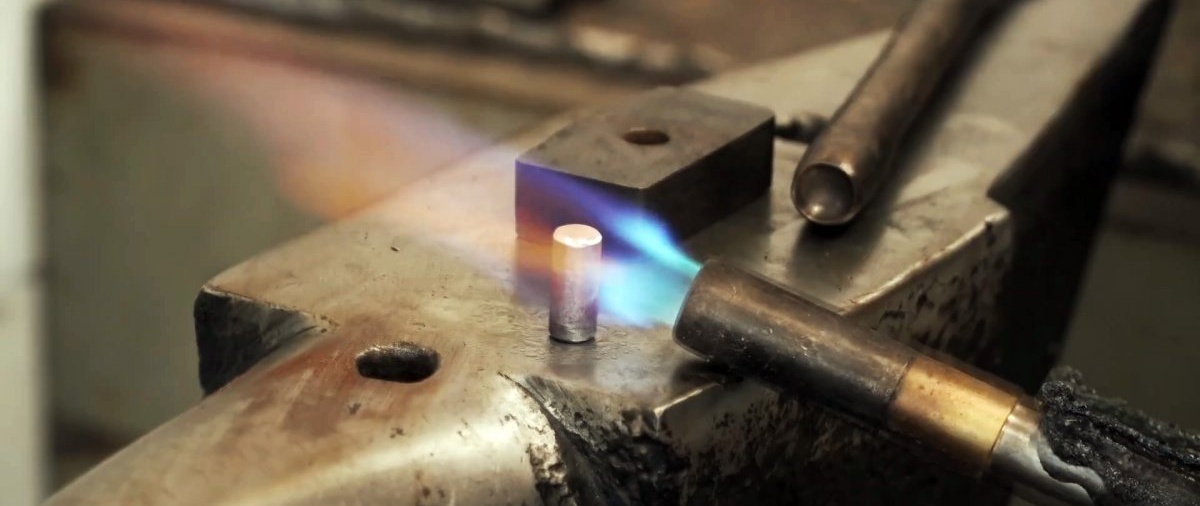
Ensuite, vous devez durcir les outils. Ils chauffent jusqu'à ternir en rouge et tombent brusquement dans l'eau. L’acier est ensuite trempé dans une forge refroidissante.


Pour installer le rivet, vous devez couper un morceau de tige en acier doux légèrement plus long que l'épaisseur du guide traversant.

Il est chauffé, inséré dans la plaque, et sa partie saillante est posée par coups à travers un tampon à concavité jusqu'à formation d'un capuchon.


Ensuite, le rivet est retiré, installé en place et une matrice avec une concavité est placée sous la tête. Ensuite, le côté opposé est déforgé sous pression d'une tige sans chauffage.