Matériel nécessaire :
- mousse dense ou mousse de polystyrène;
- colle chaude;
- plâtre ou albâtre;
- aluminium pour le moulage;
- poncer avec de l'argile.
Gérer le reflux

La première étape consiste à libérer la tige. Nous enlevons le bois restant et coupons les rivets.

Nous assommons ou perçons leurs restes.

La lame est très rouillée, il vaut mieux la nettoyer avant de couler. Cela peut être fait mécaniquement ou par électrolyse.


Puisque la nouvelle poignée sera coulée dessus, plusieurs trous doivent y être pratiqués pour la préhension, mais pas trop grands, afin de ne pas réduire la résistance.

Vous devez découper un manche de la forme requise dans deux moitiés de mousse dense.
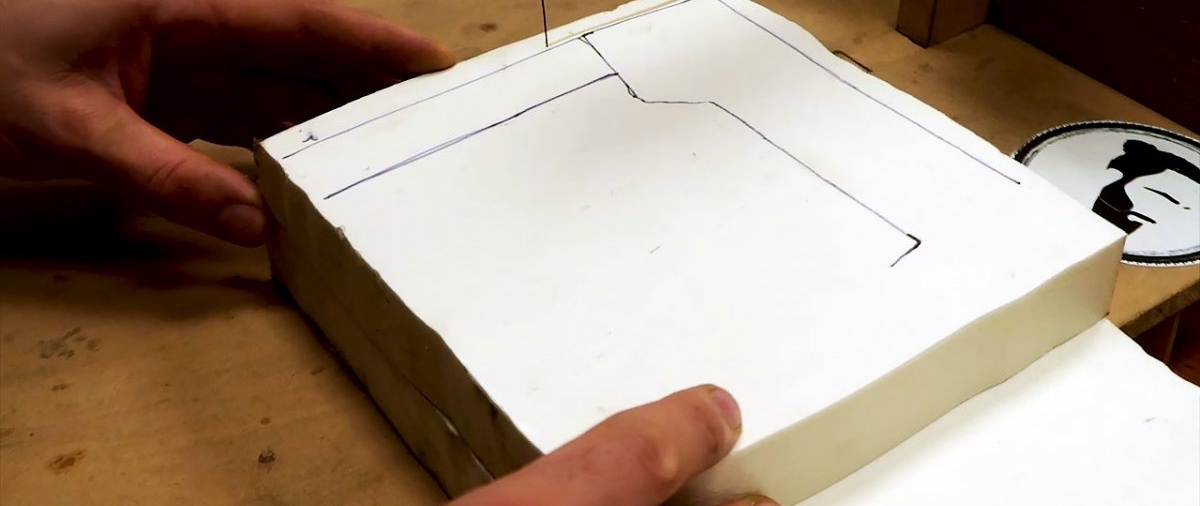
Puisqu'il sera moulé en aluminium, un canal de coulée sera nécessaire.Pour ce faire, il est nécessaire de laisser une longue sortie sur la mousse plastique, dans laquelle sera coulé le métal en fusion. Pour augmenter les chances de réaliser le casting du premier coup, il est préférable de préparer deux rainures pour la carotte devant et dans la tête du manche.
La forme en mousse doit être collée à la tige à l'aide de colle chaude.


Le dessus est recouvert de plâtre ou d'albâtre. Pour ce faire, la composition est diluée assez finement et enduite d'un pinceau.

Le manche séché est placé dans n'importe quel récipient et recouvert de sable mélangé à de l'argile pour plus de densité. S'il n'y a pas assez de sable pour recouvrir la carotte, vous pouvez placer un morceau de tuyau ou une boîte de conserve dessus pour créer une superstructure.

L'aluminium est fondu dans un creuset.

Après être passé à l'état liquide, il est nécessaire de retirer le film qui s'est accumulé sur le dessus. Il est saisi avec une cuillère ou une louche en métal.

Dès qu'il ne reste plus de film sur le dessus, le métal peut être coulé dans la carotte. Il commencera à faire fondre la mousse et prendra sa place. Dans ce cas, le sable ne tombera pas, puisqu'il est retenu par une coque en plâtre. Il est fort possible qu'il ne soit pas possible de calculer la quantité de métal requise et de tout verser avec précision du premier coup. Dans ce cas, après durcissement, le manche défectueux devra être coupé et le processus répété.

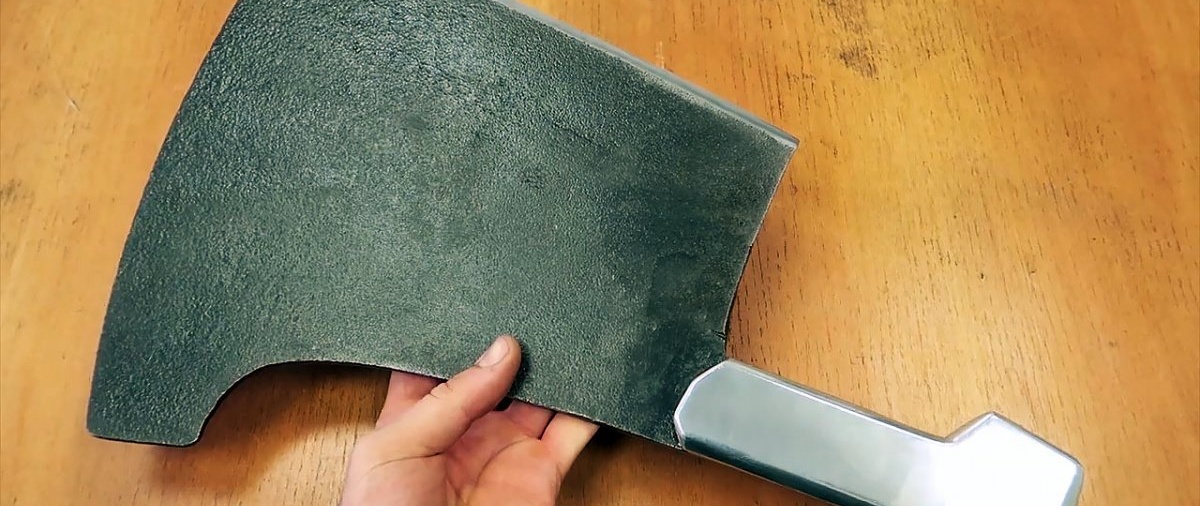
Après avoir rempli complètement la zone de mousse avec de l'aluminium, les carottes et les dépôts inutiles sont coupés du manche.

Ensuite, une lime est utilisée pour lui donner la forme requise du manche.

Ensuite, le lissage est effectué avec du papier de verre fin.

Il est également conseillé de le polir à l’aide d’une meule ou manuellement.

Le résultat est excellent.