Par exemple, nous prenons le boîtier d'un démarreur pneumatique de moteur. Vous devez lui fabriquer un tuyau fileté, qui sera ensuite échaudé. La pièce à usiner est un tuyau dont le diamètre extérieur est de 76 mm. Sa partie initiale doit être réduite à 70 mm et filetée.
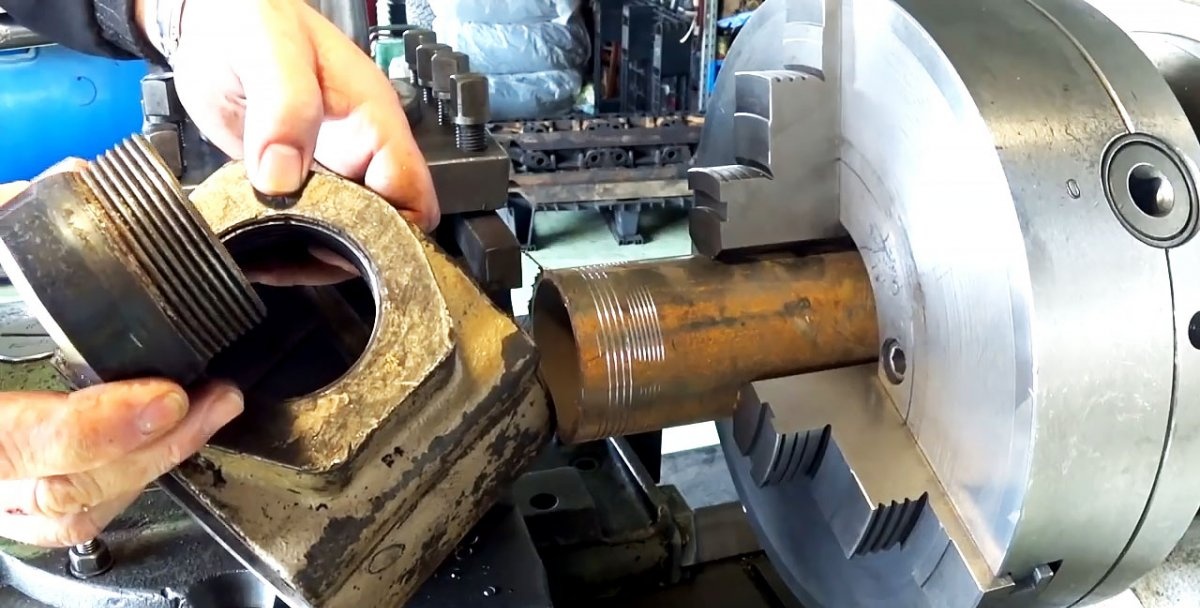
Réduire le diamètre du tuyau par retrait
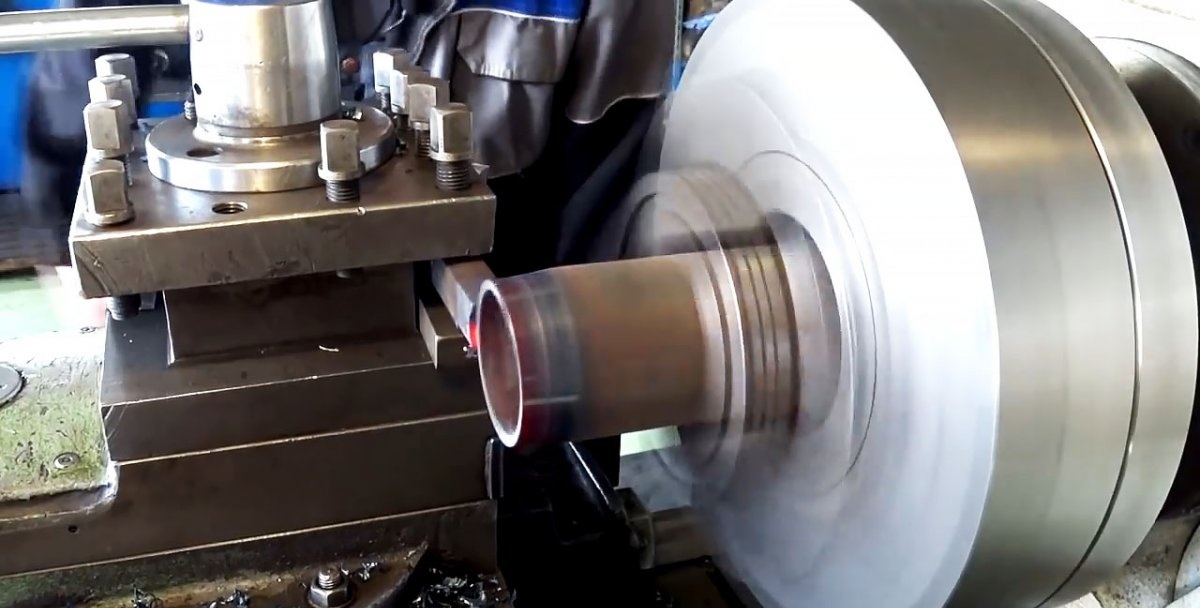
Le maître rétrécit d'abord une partie du tuyau avec l'extrémité d'un couteau en acier jusqu'au diamètre requis de 70 mm. Vous devez contrôler la taille de la pièce avec un pied à coulisse. Le traitement de retrait grossier est effectué à une vitesse de 630 tr/min.
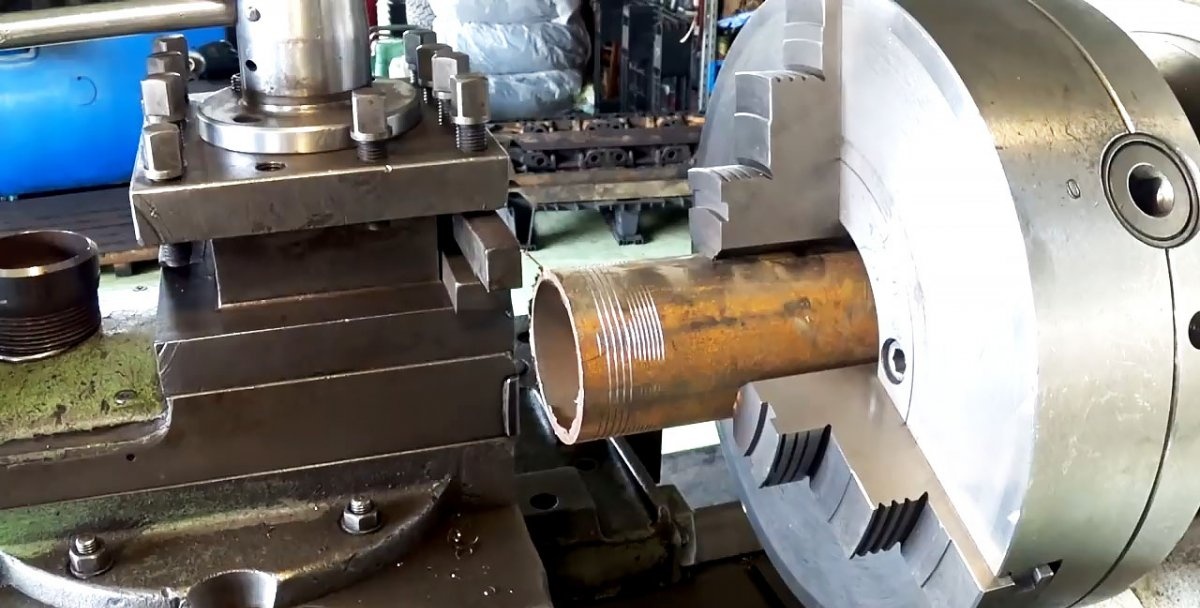
L'ensemble de l'opération est réalisé en plusieurs passes.
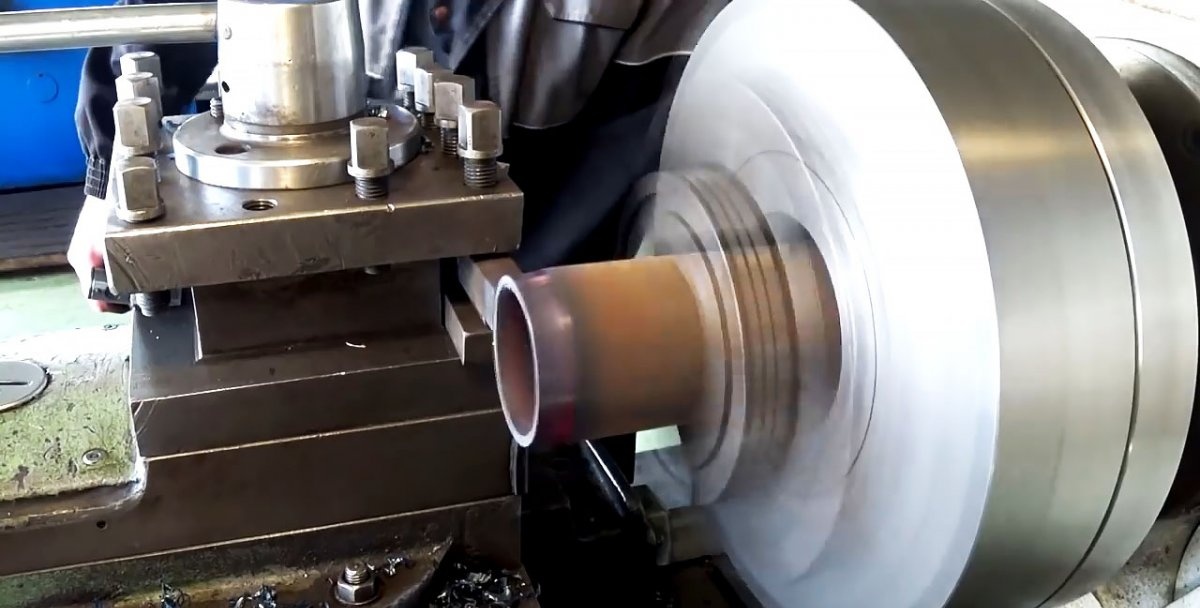
Le tuyau rétrécit et s'étire davantage.
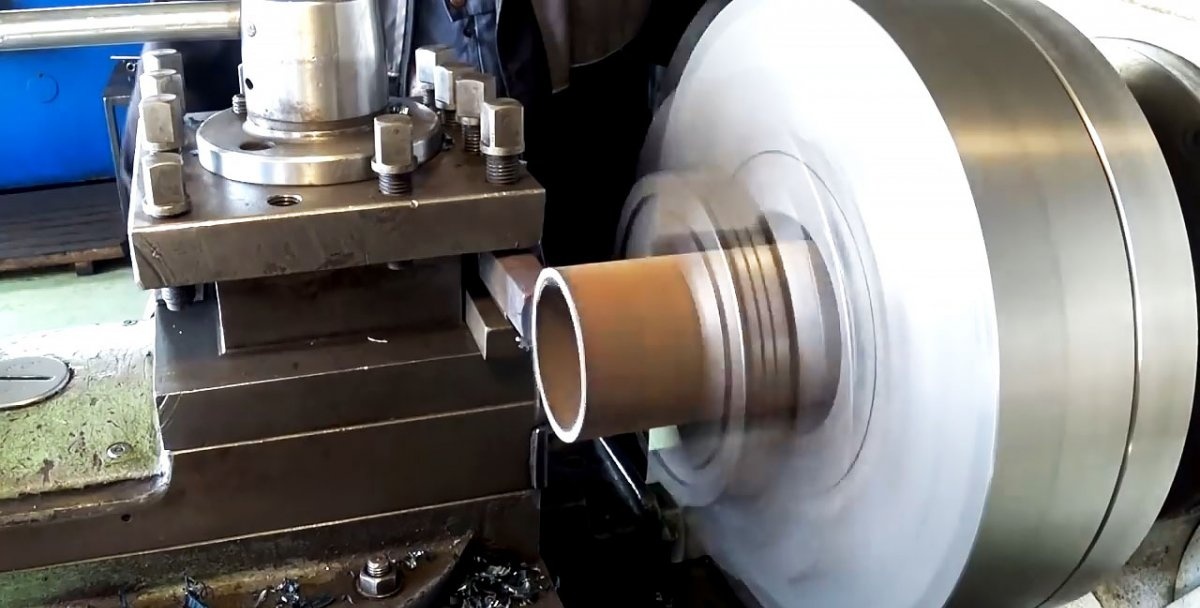
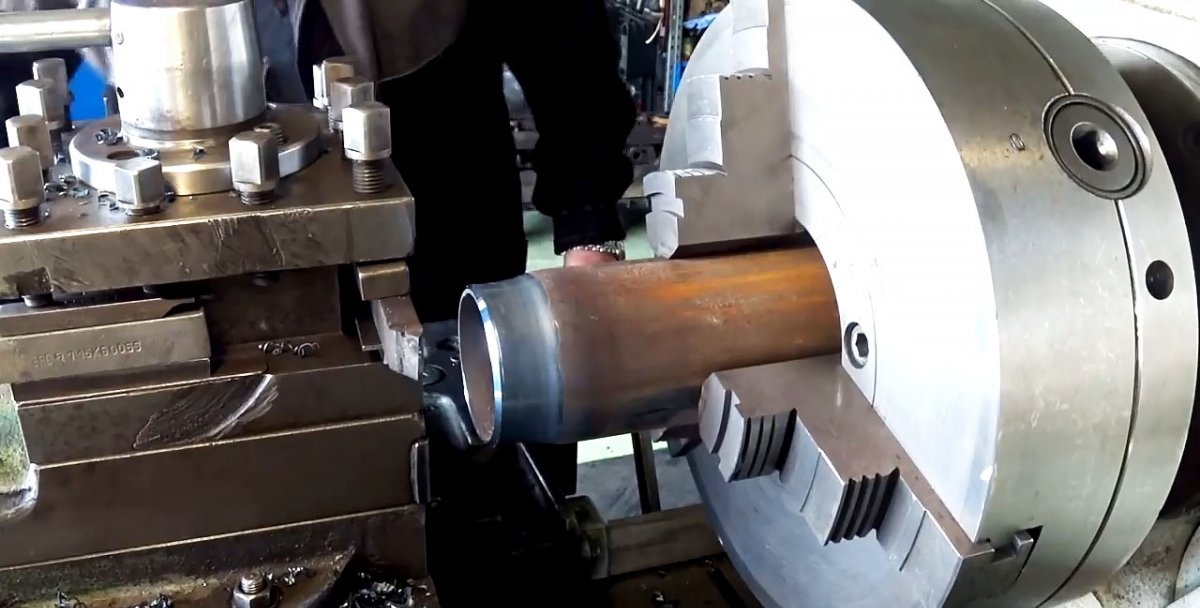
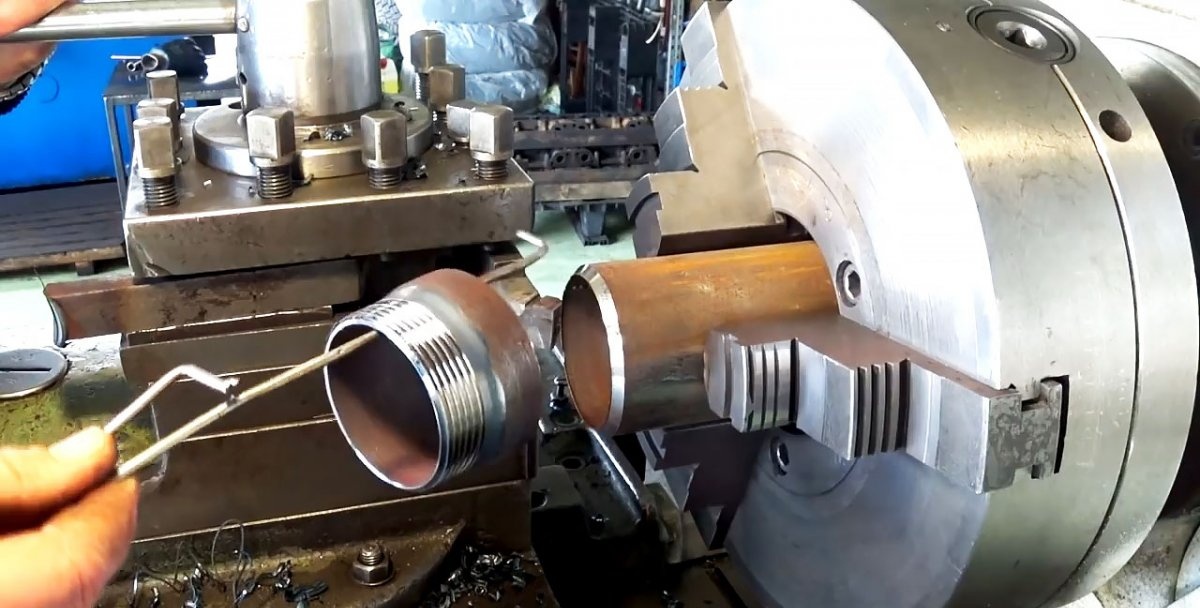
Ensuite, le chariot mobile avec la plate-forme de pression est ajusté au filetage. Les paramètres du cutter et de la machine sont modifiés. Avant de couper le fil, le chanfrein est retiré.
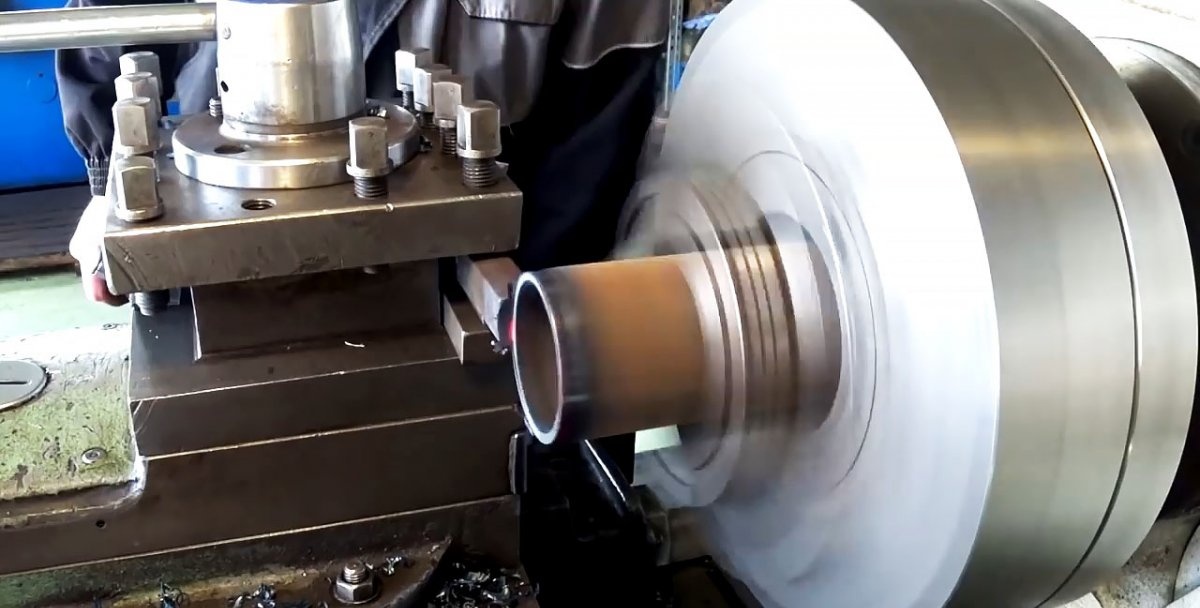
Le filetage sera effectué à une vitesse de 400 tr/min. Filetage : M70 étape 3. La fraise choisie est une fraise à tige.
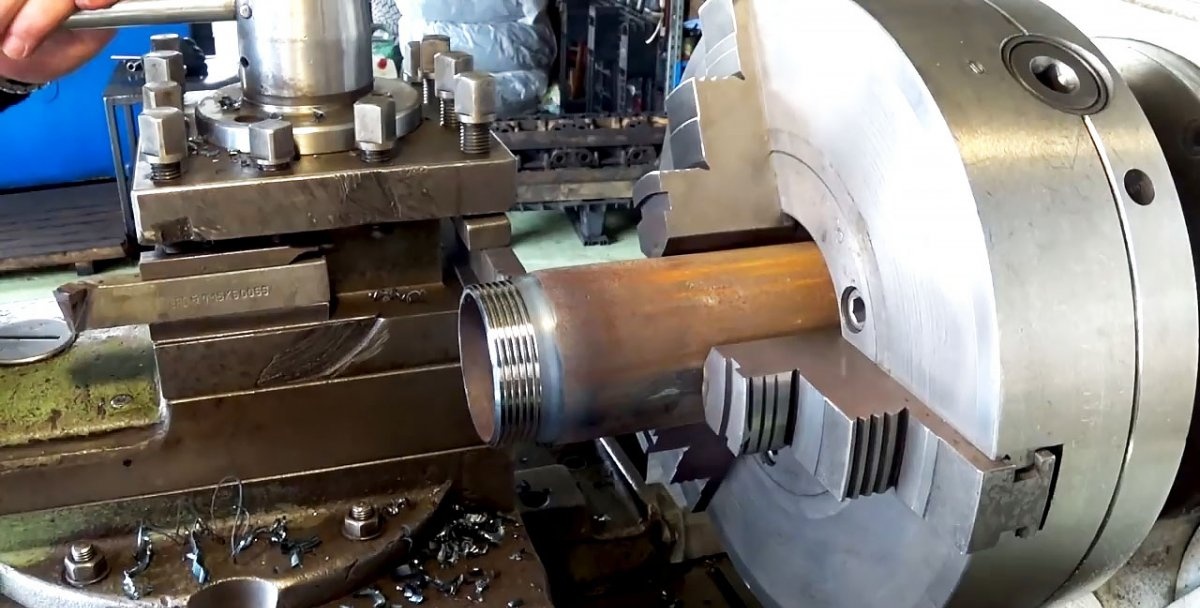
En quatre passes, la profondeur de filetage calculée est entièrement coupée.Le résultat était 6 filetages, juste assez pour fixer le tuyau dans la tête du boîtier du démarreur pneumatique.
Après avoir fini de couper le fil, le maître coupe la pièce avec un coupe-fil courbé.
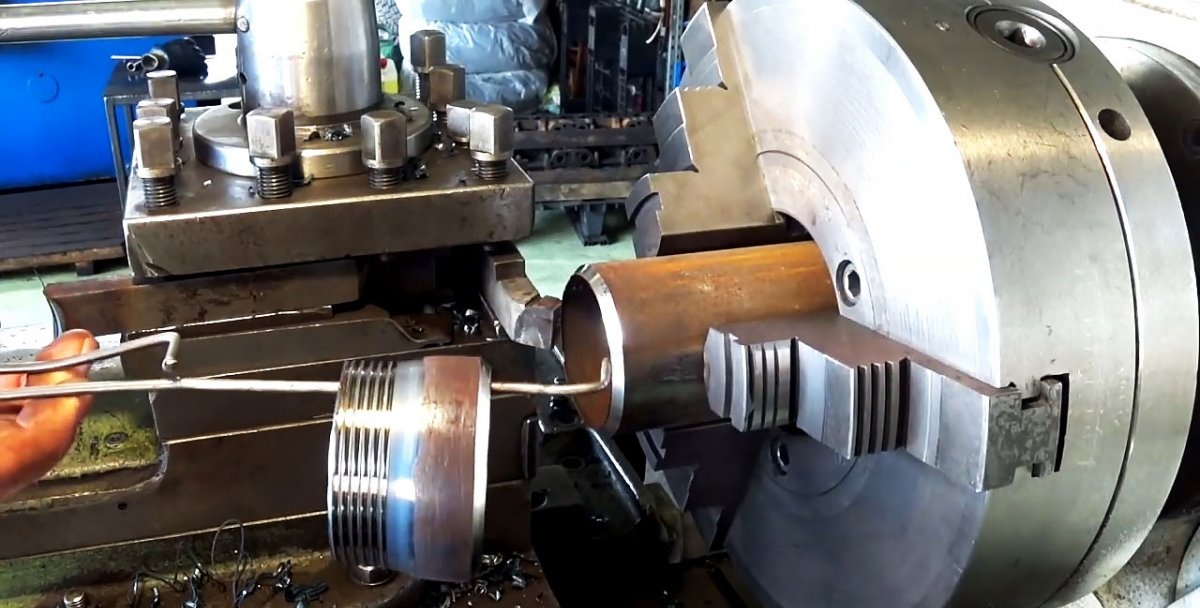
Ce point est remarquable, car généralement un type spécial de coupe est conçu pour la coupe de face. Son avantage est qu'il permet de le faire avec une précision maximale. Mais dans ce cas, ce n'est pas important, mais le chanfrein réalisé avec une fraise traversante est utile pour une soudure plus durable. Ensuite, il peut être nettoyé afin que le joint ne soit pas visible du tout.
Lors du détourage, le métal chauffe, il est donc plus pratique de soutenir la pièce avec quelque chose pendant cette opération, par exemple un morceau d'électrode ou de tige, puis de la refroidir. Comme nous l'avons tous vu, le tour à décolleter DIP-3001M63 s'acquitte bien de telles tâches, surtout lorsque de vrais maîtres du tournage sont derrière lui.











